
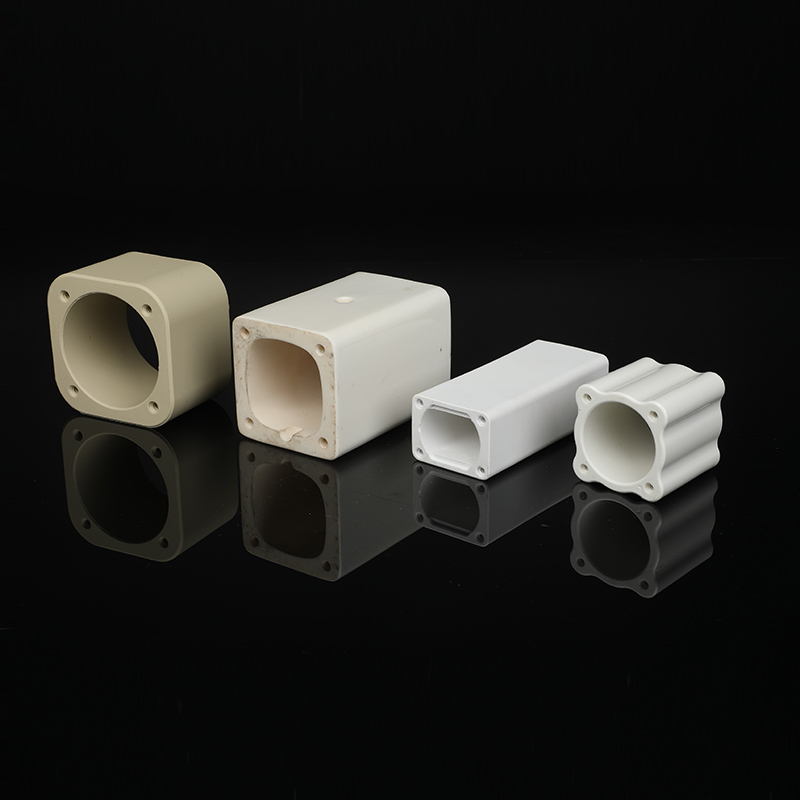
传感器工作于强腐蚀性介质中,采用氧化铝陶瓷作绝缘材料,导体为18-8不锈钢。不锈钢板和陶瓷接合可靠,焊接时应具有耐热、耐腐蚀、牢固可靠、无泄漏等特点。瓷管长为15mm,外径10mm,壁厚3mm的管道。瓷管和不锈钢管用动配合。为了防止在焊接过程中由于陶瓷管件的受热而发生破裂,陶瓷管在两头均保持0.3~1.0mm的热胀冷缩。利用真空电子束焊法对18-8不锈钢管和氧化铝陶瓷管的搭接接头进行焊接,焊接参数见图1。
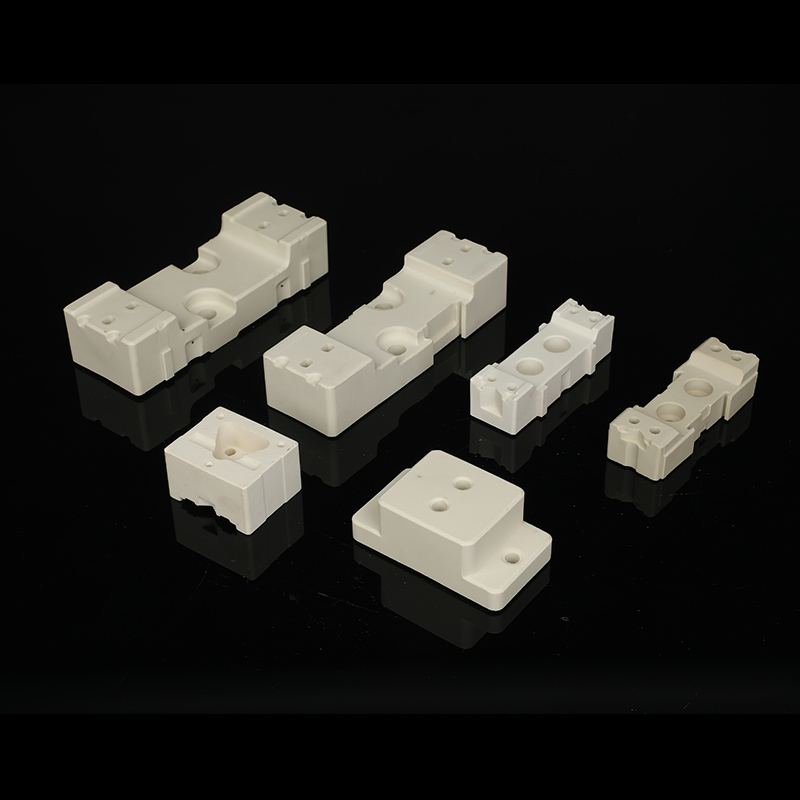
其焊接工艺为真空电子束焊接:先清洗陶瓷和金属零件表面,采用酸洗去除油渍、污垢。先在40~50℃/min加速分级,焊接前加热至1200℃,保温4~5分钟,关闭预热电源,使陶瓷件预热均匀。接缝温度下降时,应焊接一端工件,焊接时加热要均匀。在焊接一次焊缝后,在进行第二道焊缝焊接之前,要把工件再次加热至1200℃。焊接点完成后,以20~25℃/min的冷却速度随炉冷却,不得过快。在热冷却过程中,由于收缩力的影响,陶瓷材料首先产生轴向压力。所以,当焊接零件缓慢冷却到300℃以下时,才能从加热炉中取出,以防和压力过大,将陶瓷挤裂。
与金属和塑料相比,陶瓷材料具有硬度高、不易燃、不活泼等优点。因此陶瓷可用于高温、腐蚀、摩擦小、耐腐蚀、耐高温、电绝缘、低密度场合等环境,包括:高温条件下各种物理性能的持久稳定、低摩擦系数(特别是重负荷、低润滑条件)、线性膨胀系数低、耐腐蚀、热绝缘、电绝缘和低密度的场合。
目前,真空电子束焊接在高强度金属(W、Mo、Ta、Nb等)和陶瓷的焊接中应用,并且要将陶瓷的线胀系数与金属的线膨胀系数接近,实现可匹配性。因为电子束的加热斑点很小,可以将其集中在一个很小的区域内加热,只要采取焊前预热、焊后缓冷、以及合理的联接形式设计等措施,就能得到理想的焊接接头。








 扫一扫添加微信
扫一扫添加微信